õōųŲ╔ņ┐sŲ„║ĖĮėĢr(sh©¬),æ¬(y©®ng)▒ŻūCĮė┐┌ā╔é╚(c©©)║═ā╚(n©©i)═Ō▒┌£žČ╚Š∙ä“
░l(f©Ī)▓╝Ģr(sh©¬)ķgŻ║2021 / 07 / 30 11:47:47 ×gė[
┤╬

Į±╠ņŻ¼╣▄Ą└īŻśI(y©©)╝╝ąg(sh©┤)╚╦åTį┌║ĖĮė╠╝õōųŲ╔ņ┐sŲ„Ģr(sh©¬)æ¬(y©®ng)ūóęŌ£žČ╚ūā╗»║═║ĖĮė╬╗ų├ĪŻ
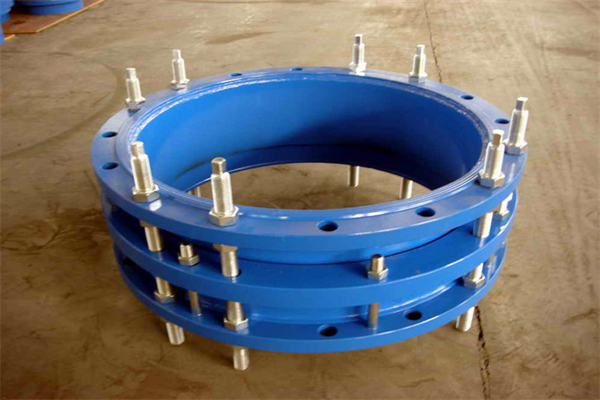
õōųŲ╔ņ┐sŲ„║ĖĮėĢr(sh©¬)����Ż¼æ¬(y©®ng)▒ŻūCĮė┐┌ā╔é╚(c©©)║═ā╚(n©©i)═Ō▒┌£žČ╚Š∙ä“Ż¼Ę└ų╣Šų▓┐▀^¤ß�ĪŻ║Ń£žĢr(sh©¬)ķgŻ¼╠╝õō×ķ2-2.5ĘųńŖ����ĪŻų╗ę¬▀_(d©ó)ĄĮ╩ųĄ─£žČ╚ĪŻ║ĖŚl╩╣ė├Ū░æ¬(y©®ng)Ė╔į’����ĪŻ
õōųŲ╔ņ┐sŲ„╣▄┬Ęī”(du©¼)┐┌║¾æ¬(y©®ng)▒Ż│ųį┌ę╗Ślų▒ŠĆ╔ŽŻ¼║Ė┐┌╬╗ų├į┌ĮMī”(du©¼)║¾▓╗į╩įSÅØŪ·�����Ż¼▓╗┐╔╗ņüy��Ż¼ī”(du©¼)┐┌æ¬(y©®ng)ėąķgŽČ�ĪŻī”(du©¼)╣▄Ģr(sh©¬)Ż¼┐╔▓╔ė├Č©ą─ŖAŠo�ĪŻ
ĮMī”(du©¼)Īó³c(di©Żn)║ĖČ©╬╗�Īó╩®║Ė:ę╗░Ń┐╔į┌╔ŽŽ┬ū¾ėę³c(di©Żn)║Ė�����Ż¼Įø(j©®ng)Öz▓ķ�����ĪóÖz▓ķ���Īóš{(di©żo)š¹║¾ĘĮ┐╔╩®║ĖĪŻ╩®║ĖŪ░ŪÕ└Ē³c(di©Żn)║Ė╬╗ų├Ą─║Ėį³����Ż¼īóČ©╬╗║Ė┐pą▐Å═(f©┤)×ķā╔Č╦ĦŠÅŲ┬Ą─║Ė³c(di©Żn)ĪŻ┼┼│÷╣▄┐┌Ģr(sh©¬)����Ż¼▒M┴┐×ķ║ĖĮėäō(chu©żng)įņŚl╝■Ż¼£p╔┘╦└┐┌öĄ(sh©┤)����ĪŻ
║ĖĮėĢr(sh©¬)Ż¼īó║ĖĮėČ╦┐┌Ęų×ķā╔éĆ(g©©)░ļłA▀M(j©¼n)ąą║ĖĮė:Ž╚║ĖĮėŪ░░ļłA�ĪŻŲ║ĖĢr(sh©¬)Ż¼æ¬(y©®ng)Å─č÷║Ė▓┐ĘųųąŠĆ╠ßŪ░5-15║┴├ūĄ─╬╗ų├ķ_╩╝�����Ż¼Å─č÷║ĖĮėŲ┬┐┌▒Ē├µę²╚ļŲ║Ė▓┐Ęų���Ż¼▓óė├ķL(zh©Żng)╗ĪŅA(y©┤)¤ßŲ¼┐╠�����ĪŻ«ö(d©Īng)Ų┬┐┌ā╚(n©©i)ėą║╣ųķĀŅĶF╦«Ģr(sh©¬)�����Ż¼ē║Č╠ļŖ╗Ī��Ż¼ū÷ę╗éĆ(g©©)ąĪö[äė(d©░ng)���Ż¼ą╬│╔╚█│ž║¾į┘▀M(j©¼n)ąą║ĖĮėŻ¼ų▒ĄĮ╦«ŲĮ³c(di©Żn)įĮ5-15║┴├ū�����ĪŻį┌║¾░ļłAĄ─║ĖĮė▀^│╠ųą����Ż¼Ž╚║ĖĮėĄ─║Ė┐pČ╦Ņ^æ¬(y©®ng)ė├ļŖ╗ĪŪąĖŅ10║┴├ūęį╔Ž�Ż¼ęį▒▄├Ō║ĖĮė▀^│╠ųą│÷¼F(xi©żn)╦·č³¼F(xi©żn)Ž¾����Ż¼ī¦(d©Żo)ų┬╬┤║ĖĮėĪóŖAį³�ĪóÜŌ┐ūĄ╚╚▒Ž▌ĪŻ
▓╗═¼╣▄ÅĮõōųŲ╔ņ┐sŲ„║ĖĮėĢr(sh©¬)���Ż¼ā╔éĆ(g©©)╣▄ÅĮĄ─▓Ņ«Éį┌ąĪ╣▄Ą─15%ęįŽ┬�Ż¼┐╔ęįī”(du©¼)┐┌║ĖĮė����ĪŻĘ±ätŻ¼ĒÜ▓Õ╚ļ║ĖĮė��ĪŻ
─·┐╔─▄ī”(du©¼)ęįŽ┬ą┼ŽóĖą┼d╚ż�Ż┐